
آشنایی با جوشکاری پلی اتیلن و پلی پروپیلن به روش جوشکاری اکستروژن
جوش اکستروژن در ساخت قطعات ضخیم مانند مخازن آب و لولهها استفاده میشود که نیاز به ایجاد حجم زیاد و درزهای همگن با یک بار عبور دستگاه میباشد، برخلاف جوش گاز داغ که ایجاد درز با استفاده از چندین حرکت دستگاه ضروری است.
در ساخت مخازن، کاربرد اصلی جوش اکستروژن جوش قاعده و بالای آنها است، هرچند در کاربردهای خاصی، پانلهای بدنه نیز با استفاده از این تکنیک جوش داده میشوند. در ساخت لولههای با سطح مقطع بزرگ، میتوان در جایی که تکنیکهای جوش نیاز هستند از آن استفاده کرد. کاربرد دیگر جوش اکستروژن در محیطهای بیرونی است که از آن در اتصال مصالح پوششی ساخت مناطق دفن زبانه، تالابها و پوشش سقف استفاده میگردد. همچنین به طور روز افزونی از این جوش در مهندسی کشاورزی و آب استفاده میشود، برای مثال در ساخت سیستمهای زهکشی زمینی، مخازن لجن و چاههای دسترسی.

تجهیزات

دستگاههای جوش اکستروژن در ابعاد مختلفی وجود دارند، از واحدهای فشرده با منبع هوای یکپارچه به وزن ۲.۸ کیلوگرم تا دستگاههای ۱۳ کیلوگرمی مورد استفاده برای جوش مصالح پوششی در کاربردهای دفن زباله. تامین برق آنها میتواند به صورت ۱۱۰ یا ۲۴۰ ولت باشد. از جوش اکستروژن مدتهای زیادی به منظور جوش لولههای پلی پروپیلن و پلی اتیلن استفاده میشده است، هرچند برخی از انواع مدرن دستگاههای اکسترودر نیز به منظور جوش لولههای پی وی سی و پی وی دی اف مهندسی شدهاند. در لولههای پی وی سی، به علت فرآیندی به نام پنجره، اکسترودر باید با استفاده لوله جوش پلی پروپیلن یا پلی اتیلن پاکسازی شود تا اطمینان حاصل شود که هیچ ماده پی وی سی باقی نمانده است. سرعت جوشی که قابل دستیابی است بستگی به نرخ جریان اکسترودیت، ضخامت مصالح، مساحت سطح مقطع درز و اندازه و طرح جوش دارد.
آماده سازی
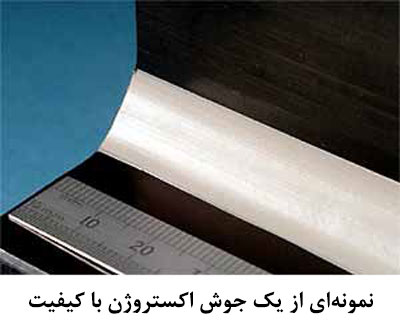
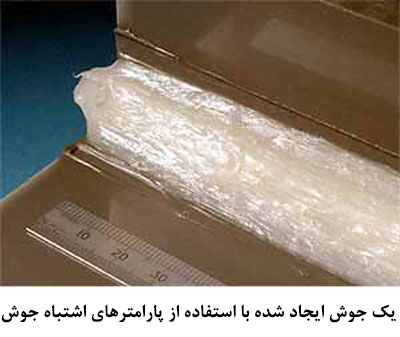
مانند جوش با گاز داغ، درزهای جوش شده اکستروژن با کیفیت تنها در صورتی قابل دستیابی هستند که قطعاتی که باید جوش داده شوند به طور صحیحی آماده شوند. سطح آنها باید خراشیده شود تا هرگونه آلودگی و لایه اکسید موجود در سطح مصالح از بین برود و سپس از قرارگیری بینقص آنها روی هم جهت اجرای پایهی اولیه جوش ۳ میلیمتری با گاز داغ مطمئن شد. اجرای پایهی جوش موجب اطمینان از نفوذ کامل جوش میگردد که استحکام جوش را به حداکثر رسانده و قطعات در حین فرایند اکستروژن روی هم باقی میمانند. به علت میزان زیاد هوای مورد استفاده برای پیش حرارت (معمولاً ۳۰ لیتر در دقیقه جهت تطابق با دستورالعملهای DVS) یک جوش استاندارد با گاز داغ به علت انبساط از هم میپاشد. زاویه اکسترودر نسبت به قطعهی کار نیز اهمیت بسیار زیادی دارد تا بتوان از پیش حرارت یکنواخت بستر و جریان یکنواخت اکسترودیت اطمینان حاصل کرد. در صورتی که پارامترهای اشتباهی استفاده شوند، برای مثال در صورت سرد بودن بیش از حد، ظاهر سطح جوش بسیار زبر و نامنظم خواهد بود و جوش حاصله مقاومت کمی خواهد داشت. اگر جوش بسیار گرم باشد، سطح آن ظاهری خیس داشته و باز هم از استحکام کمی برخودار میباشد.
دستگاههای جوش اکستروژن مدرن دارای قابلیت کنترل دمای ذوب و هوای پیش حرارت به صورت جداگانه بوده و مجهز به یک صفحه نمایش روی جعبه کنترل برای کار و نظارت آسان نیز هستند. کنترل الکتریکی محفظه ذوب تا زمانی که مصالح در دمای صحیح قرار نداشته باشند به موتور متحرک اجازهی کار نمیدهد. این امر مانع اعمال فشار روی موتور میگردد.
توضیحات
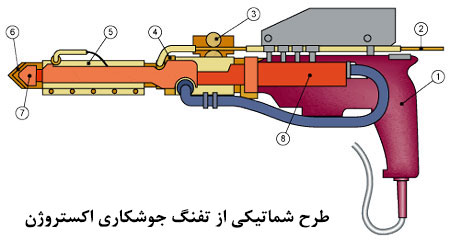
درایو موتور (۱) یک مته برقی با چرخ دندههای اصلاح شده است که یک میله پیچ را وارد یک لوله گرم شده میکند. این کار همچنین سیم جوش را (۲) به نقطهی ورودی لوله (۳) از طریق یک جفت رولر هدایت کرده و سپس وارد اکسترودر میکند (۴). اکسترودرهای مدرن دارای یک میلهی جوش تغذیه هستند که مانع از پیچ خوردن میله میگردند و ورود مداوم سیم جوش را تضمین میکنند. این فرایند موجب بهبود کیفیت همگن درز جوش میگردد، زیرا تغییرات در ورودی به علت پیچ خوردگیها در سیم جوش میتواند منجر به انحراف در خروجی جوشکاری شود. پیچ اکسترودر سیم جوش را به دانههای ریزی خرد میکند. سپس دانههای حاصله وارد محفظهی ذوب (۵) شده و در آنجا ذوب میشوند. این توده از طریق لوله تفنگ وارد کفش PTFE پیش ساخته (6) قابل تعویض شده و در آنجا به شکل درز مورد نیاز تبدیل خواهد شد. برخی دستگاهها قابلیت تغذیهی مستقیم با دانهها به جای سیم جوش را دارند. این اکسترودرها عمدتاً در کاربردهای دفن زباله استفاده میشوند که احتمال وجود درزهای طولانی و شرایط آب و هوایی نامساعد وجود دارد. هاپرها را میتوان پوشاند تا احتمال مرطوب شدن و آلودگی که میتواند روی سیم جوش ظاهر شود کاهش یابد. طرح صحیح جوش مورد نیاز برای نوع درز در انتهای اکسترودر قرار داده میشود. ماده پایه توسط نازل حرارتی (۷) حرارت داده میشود و هوا (در این طرح خاص) از طریق یک واحد گرمایش هوای یکپارچه (۸) تامین میشود.
دستگاههای جوش دستی و اکستروژن
دستگاههای جوش دستی، میلهی حرارت دهندهی نسبتاً کوچک امکان جوشکاری در فضاهای کوچک را فراهم میکند. این نوع دستگاه جوش دستی از الحاقات فکی موجود استفاده میکند. مزیت اصلی این ترکیب اندازهی نسبتاً کوچک، بازدهی انتقال حرارتی بالا و تعویض سادهی اتصالات میباشد. نصب و برداشتن هر از یک الحاقات فکی را میتوان در هنگام داغ بودن و بدون خطر هیچ آسیبی به ناحیهی پوشش داده شده انجام داد. تمام سطوح کار الحاقات با پوششهای غیر چسبنده پوشیده میشوند.
دستگاههای جوش اکستروژن قابل حمل تجهیزات بسیار سبک و قابل کنترلی هستند که برای جوش به روش اکستروژن با گاز داغ مناسب میباشند. این دستگاههای جوش اکستروژن برای محلهای ساخت و ساز و نیز کارگاه مناسب هستند. آنها در دو نوع وجود دارند، دمنده منبع برق خودکار و دمنده کمپرسور. به لطف طرح ترموستات، تنظیمات ساده و سریع میباشند. دستگاههای جوش اکستروژن به منظور اطمینان از تعیین دقیق پارامترهای خاص و به حداکثر رسیدن کیفیت جوش طراحی میشوند، این پارامترها عبارتند از:
- دمای مصالح جوش اکسترودیت
- آهنگ شارش جرم مصالح جوش
- دمای گاز داغ برای پیش حرارت بستر
- مقدار گاز داغ
سرعت جوشی که قابل دستیابی است بستگی به نرخ جریان اکسترودیت، ضخامت مصالح، مساحت سطح مقطع درز و اندازه و طرح حوش دارد.
سرعت جوش اکستروژن پلاستیک قابل دستیابی به نرخ جریان اکسترودیت، ضخامت مصالح، مساحت سطح مقطع درز و اندازه و طرح جوش بستگی دارد.
قیمت
قیمت جوش اکستروژن به فاکتورهایی از جمله اندازهی دستگاه بستگی دارد. مثلا دستگاههای کوچک جوش اکستروژن ارزانتر از نمونههای بزرگتر هستند.
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.
دیدگاهتان را بنویسید
برای نوشتن دیدگاه باید وارد بشوید.
سلام
تبریک می گم
تو این زمینه بهترین هستین
سایتتون هم زیباست
ممنون از شما واقعا همونی بود که می خواستم،کامل و بدون نقص